-
专注环境试验设备的研发与生产
为客户提供可靠,高性价比定制方案

全国服务热线:
正航技术整理内燃机零部件表面光整加工 技术条件
1 范围
本标准规定了内燃机零部件表面光整加工的术语和定义、光整设备、光整介质、光整加工前对零部件表面的要求、光整加工技术要求、检验方法、光整加工后处理、检验规则、标志、包装、运输及贮存等。
本标准适用于内燃机金属零部件精加工表面。其他行业金属零部件精加工表面亦可参照使用。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的版本。凡是不注日期的引用文件,其版本适用于本标准。
GB/T 1031 产品几何技术规范(GPS)表面结构 轮廓法 表面粗糙度参数及其数值
GB/T 2476 普通磨料 代号
GB/T 2481.1 固结磨具用磨料 粒度组成的检测和标记 第1部分:粗磨粒F4~F220(GB/T 2481.1
—1998,eqv ISO 8486-1:1996)
GB/T 2481.2 固结磨具用磨料 粒度组成的检测和标记 第2 部分:微粉
GB/T 2484 固结磨具 一般要求(GB/T 2484—2006,ISO 525:1999,MOD)
GB/T 2490 固结磨具 硬度检验
GB/T 2997 致密定形耐火制品 体积密度、显气孔率和真气孔率 试验方法(GB/T 2997—2000,
eqv ISO 5017:1998)
GB/T 3505 产品几何技术规范(GPS) 表面结构 轮廓法 术语、定义及表面结构参数(GB/T
3505—2009,ISO 4287:1997,IDT)
GB/T 3810.5 陶瓷砖试验方法 第5 部分:用恢复系数确定砖的抗冲击性(GB/T 3810.5—2006,
ISO 10545-5:1996,IDT)
GB/T 3821 中小功率内燃机清洁度测定方法
GB/T 4740 陶瓷材料抗压强度试验方法
GB/T 4742 日用陶瓷冲击韧性测定方法
GB/T 15757 产品几何技术规范(GPS) 表面缺陷 术语、定义及参数(GB/T 15757—2002,ISO
8785:1998,MOD)
GB/T 23339 内燃机 曲轴 技术条件
JB/T 10153 普通磨具 滚抛磨块
JB/T 11083 内燃机用光整机
3 术语和定义
GB/T 1031、GB/T 3505、GB/T 15757 中确立的以及下列术语和定义适用于本标准。
3.1光整介质 finishing medium
光整加工中使用的磨块、磨剂和水统称为光整介质。
3.2磨块粒度 strickle granularity
构成磨块所用磨料的粒度,用“#”表示,单位为μm。
3.3磨块硬度 strickle rigidity
磨块表层的磨粒在外力作用下从磨块体上脱落的难易程度。磨粒容易脱落的磨块称为“硬度低”,
反之就称为“硬度高”。虽然它与金属硬度概念不同,但磨块硬度与磨块本身软硬有一定关系。因此,光整加工所用较细粒度磨块的硬度仍用洛氏硬度表示。
3.4磨耗率 wear rate
同一批次生产的同一(材质、硬度、尺寸、形状相同)品种型号磨块,在规定测试条件下,单位时间内单位质量的磨块的磨耗量。
3.5表面光整加工 surface finishing
由固体介质磨块和液体介质磨剂及水组成磨具,在材料箱中呈游离状态。将被加工零件沉没于磨具之中,游离状态的磨具在材料箱的带动下做自由运动,被加工零件被强制运动或随磨具自由运动。零件和磨具在复杂的相对运动作用下,磨具始终以一定的压力,对零件的各表面进行碰撞、滚压、挤压、刻划和微量磨削,从而细化表面粗糙度,去除加工毛刺、锐边和表面缺陷,改善表面物理力学性能,达到提高零件表面质量综合性能和使用性能的目的。这种加工方法为自由磨具滚磨表面光整加工,简称为表面光整加工。
4 光整设备
光整设备的要求及使用应符合JB/T 11083 的规定。
5 光整介质
5.1 固体介质—磨块
5.1.1 磨块的名称、形状、代号和公称尺寸
磨块的名称、形状、代号和公称尺寸见附录A。
5.1.2 磨块的品种分类及代号
磨块按加工用途分类为:粗磨、中磨、精磨,其相应的代号分别为R、M、F。
5.1.3 磨块标记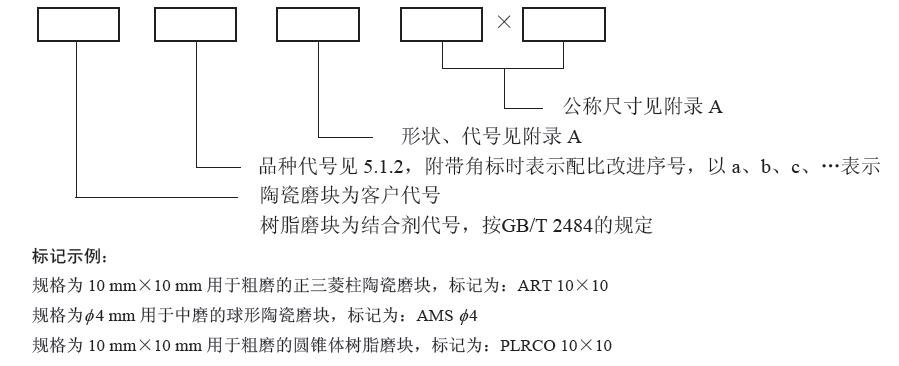
5.1.4 陶瓷磨块技术要求
5.1.4.1 磨块公称尺寸的极限偏差应符合表1 的要求。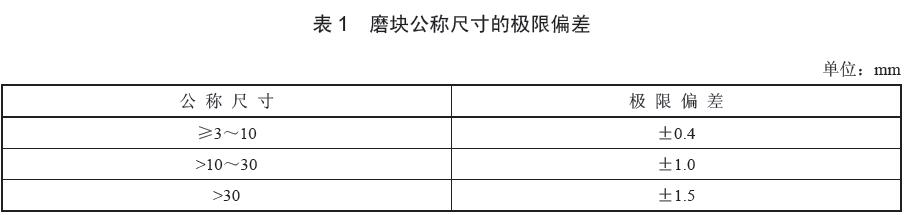
5.1.4.2 磨块代号及其粒度按GB/T 2476、GB/T 2481.1 和GB/T 2481.2 的规定。
5.1.4.3 磨块硬度值应不小于HRB 94(HRA 115)。
5.1.4.4 磨块抗压强度应不小于9×107 N/m2。
5.1.4.5 磨块冲击韧度应大于1 kN·m/m2。
5.1.4.6 磨块吸水率应不大于0.7%。
5.1.4.7 磨块外表面及断面目测不应有飞边、缺角、裂纹、黑心、发泡、夹杂、孔洞等缺陷。
5.1.4.8 磨块质量性能评价指标,磨耗率数据要求见表2。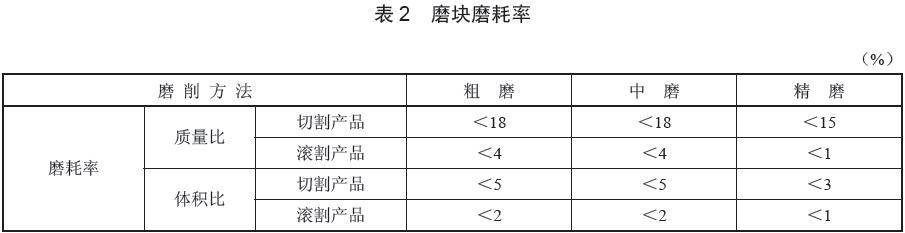
5.1.4.9 磨块使用性能磨损失效指标:磨损体积比T 的计算按式(1)。
T=V1/V0……………………………………………………(1)
式中:
V1——正常使用一定时间(清洗清理周期)后,单一磨块的平均体积;
V0——未经使用同批次单一磨块的平均体积。
当T≤1/2 时,磨块失效。
5.1.4.10 磨块使用性能破碎失效指标:破碎率P(%)的计算按式(2)。
P=ms / (ms+mw) …………………………………………………(2)
式中:
ms——正常使用一定时间(清洗清理周期)后,破碎磨块的总质量;
mw——正常使用一定时间(清洗清理周期)后,未破碎磨块的总质量。
P 值高,说明磨块质量不好、光整工艺参数选择不当、工装设计不合理,该指标供磨块使用方择优选购和改进光整工艺用。一般要求P≤10%。
5.2 液体介质—磨剂与水
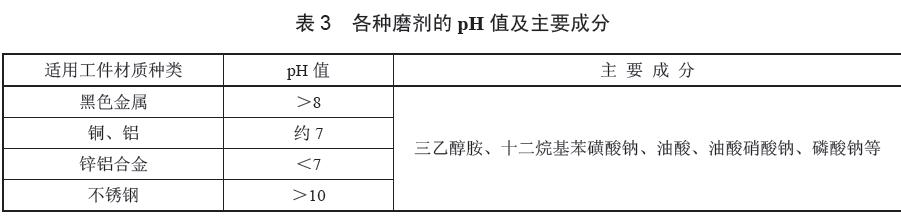
5.2.1 磨剂主要功能、成分及pH 值
磨剂是一种或多种化学物质与水配制而成的溶剂,具有促磨、清洗、防锈、光亮、润滑、防腐等多种功能,各种磨剂的pH 值及主要成分见表3。